The following are notes taken and posted by Dieseldr on the KTW board from meeting with Kevin Cameron:
Here is the text of the notes in an actual
readable form, rather than my scratching.
Meeting w/ KC 1-19-1980
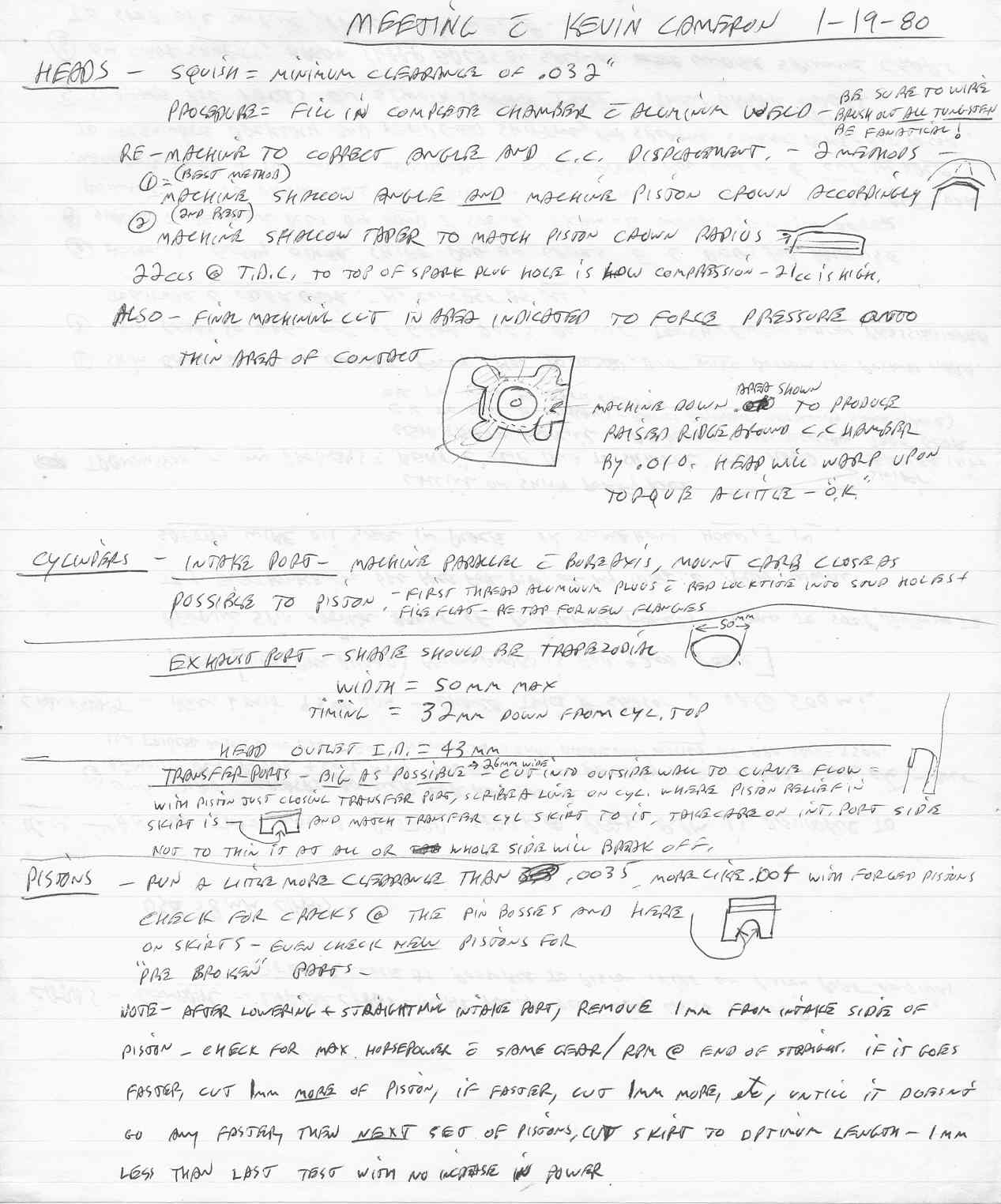
HEADS- SQUISH= minimum clearance of .032
PROCEDURE = fill in complete chamber w/ aluminum weld- -be sure to wire brush
out all Tungsten - be fanatical!
Re-machine to correct angle and C.C. displacement - 2 methods
1- (best method) machine shallow angle and machine piston crown accordingly (see
sketch)
2- (2nd best) machine shallow taper to match piston crown radius (see sketch)
22CC's at TDC, to top of spark plug hole is low compression - 21CC is high
ALSO - final machining cut in area indicated to force pressure into thin area of
contact (see sketch)
Machine down area shown to produce raised ridge around combustion chamber by
.010.
Head will warp upon torque a little - "OK"
CYLINDERS INTAKE PORT= machine (off fins) parallel to bore axis, mount carb
close as possible to piston.
first thread aluminum plugs w/ red locktite into empty stud holes + file flat,
re-tap for new flanges
EXHAUST PORT= Shape should be trapezoidal (see sketch:50mm at top)
Width= 50mm max
Timing = 32mm down from cyl top.
Head outlet ID=43mm
TRANSFER PORTS= BIG AS POSSIBLE--> 26mm wide - cut into outside wall to curve
flow (direction) (see sketch)
with piston just closing transfer port, scribe a line on cyl. where piston
relief in skirt is (see sketch)
and match transfer cylinder skirt to it.
Take care on the intake port side not to thin it at all or the whole side will
break off.
PISTONS= Run a little more clearance than .0035, more like .004 with forged
pistons.
Check for cracks at pin bosses here (see sketch) on skirts - even check "new"
pistons for pre-broken parts
NOTE = after lowering and straightening intake port, remove 1mm from intake side
of piston - check for max
horsepower w/ same gear/RPM @ end of straight (I used the bridge @ Bridgehampton
for this point)
If it goes faster, cut 1mm (more) off piston, if faster, cut 1mm more, etc,
until it doesn't go any faster
then NEXT set of pistons, cut skirt to optimum length - 1mm less then last test
with no increase in power.
CARBS - GENERAL- larger Carbs= more power down low, less top end
fit carb close as possible to piston skirt on piston port engines.
Use 38mm carbs (KC straight-bored out a set of 38mm Lectrons for my motor)
IGNITION 1- An ign that would RETARD spark @ peak RPM is desirable to one that
increases advance, for max power.
2- remove alt. rotor + coil assy, power ign w/ battery and discard rotor, etc
bolt ign trigger rotor onto crank end - note- crank ends break off easily at RPM
above 9500
CRANKSHAFT Rev limit 9500 RPM - change twice a season! or @ 500 miles
Note-[pipe (paul ricard) recommended for 9200 peak]
Bearing spin natural result of powerful forces - hard to stop, even in TZ
try electromachining bearing race for pin, or my idea w/ flat dowel.
(NOTE - I pinned the external race in place by using a carbide cutter to make a
relief in the race, installed a
depth adjustable dowel pin in the case, worked great!)
Safety Wire oil seal in place or somehow hold it in.
TRANSMISSION My Problems= galling shift fork/race
Bent "C" clip due to shifting too hard (shift easier into that gear)
Gear teeth flaking - replace gears regularly
OK to use H1 trans - ratios different, metallurgy same (as H2) poor
OK to use 8 plate clutch
(NOTE - I was able to eliminate galling and flaking by making my own trans lube
- 50-%/50% mix of ATF and 90wt
gear lube)
1- Shim gears so dogs engage fully, not bottomed, but will bottom if pushed
hard.
2- shim gears so when out of gear, dogs do not touch, even when pressed hard
together w/ other gear. no contact at all.
3- Remove every other shift dog on gears w/ 6 dogs for race use
4- Undercut remaining dogs by hand w/ stone, examine wear pattern after running
to determine load pattern - file again
to even out load.
Alternative - use machinist blue + patience. Additionally - every other dog out
of 6 can be cut
in half to eliminate backlash and still keep good shifting, for "sporting"
street bike - NOT RACER
5- Surface dog faces on smooth surface FLAT - then break sharp edges
6- On gear shafts, break sharp edges on splines under spinning gears to stop oil
wiping, produce oil wedge.
7- make paste w/ valve grinding compound and polish shift fork races