Rotor Rewinding (H1B)
North wrote:
Just got back from the shop and uploading the pics now
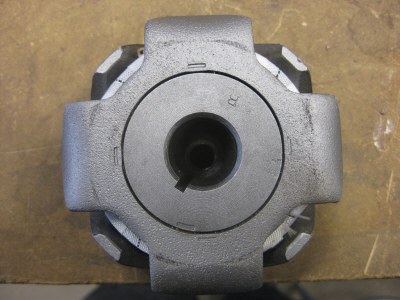
and the halves are press fits and only needed some pullers to take the backside
off.
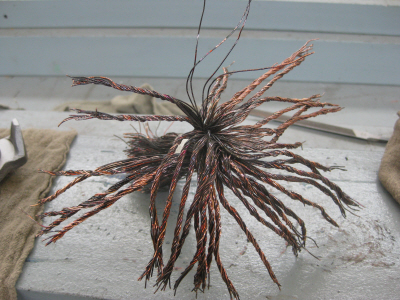
Once the coil was exposed I snipped the leads to the slip rings and then used a
tiger torch to burn the insulation off of the coil and it also drops off like
butter when you do so.
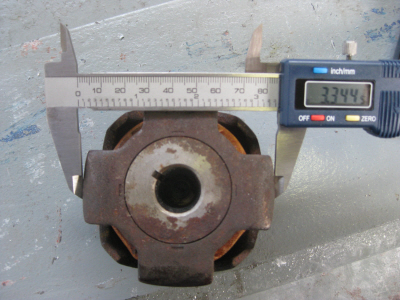
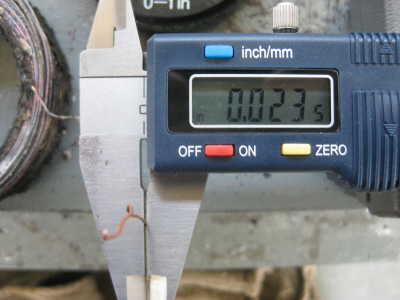
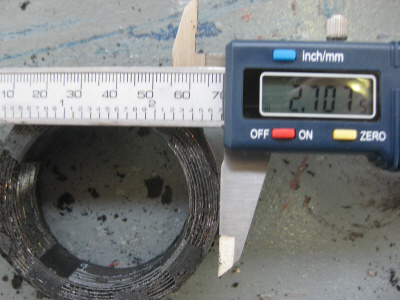
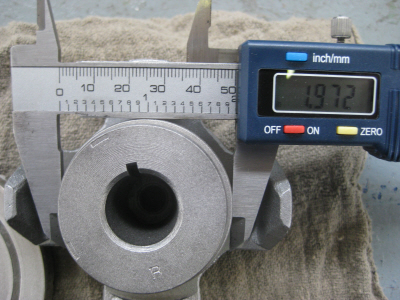
Wire size confirmed to be 22 1/2 (on this coil anyway) and 374 turns. I have all
the dimensional data and will make up a proper drawing at a later time.
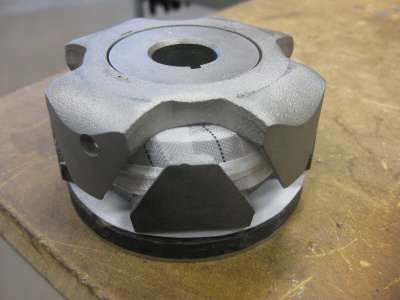
I also had time to rough out a form on the lathe for making the new coil as well
as sandblasting all the bits.












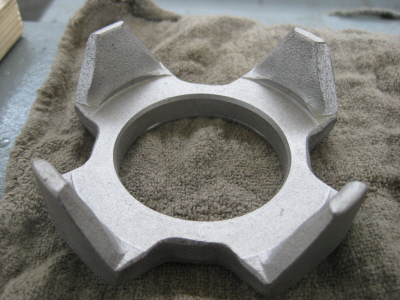



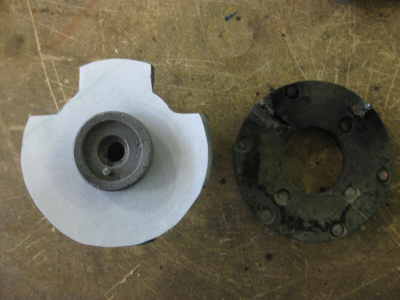
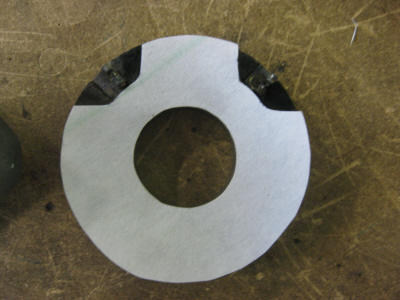
If you look at the last 2 pics you'll see the rough
form that will end up having insulated plates on either side (just in place
while making the coil) ... then just a matter of mounting on our old coil
winding machine, lay on 374 turns of number 22 1/2 inverter grade magnet wire,
insulate, preheat the coil in the oven, hot dip in Class H varnish tank, bake
overnight in the oven.
After that you move on to reinforcing the slip rings, reinstall everything,
another hot dip and bake for the whole assembly, skim the slip rings and rotor
teeth in the lathe, and finally balance it to perfection.
I did get a test coil made, dip/bake, and wrapped in class H glass tape (all this will be impregnated with class H high build varnish and baked again as well) per the pics below:

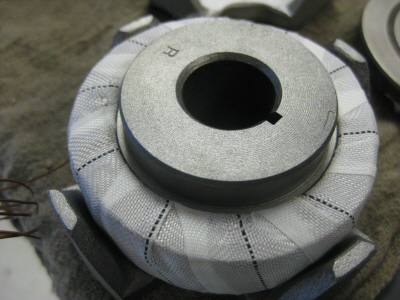
I still have to test the coil and Hi-pot it to make sure it will stand up to extreme conditions then I'll move on to the rest of it.
I cut a piece of class H insulation to better isolate
the sliprings from the rotor iron.
Sliprings connected and the other half pressed on prior to dip/bake... I'll be welding the rotor half and securing the sliprings once electrical tests are done.